全自动液体灌装详解
资讯来源:www.drumgz.com
,0 引言
液体灌装机按灌装计量方式的形式不同,有4种基本形式:容积泵式、蠕动泵式、金属陶瓷活塞计量泵式和时间压力法。前两种计量方式已被国内众多厂家广泛运用,后两种运用较少。容积量杯式计量方式更换灌装规格时间长,难清洗,使用很不方便。蠕动泵制造精度低,容易变形磨损,其分装精度和稳定性难于保证,不适合大批量生产。金属/陶瓷活塞计量泵,采用不锈钢/陶瓷材料,计量调整和拆洗都不是太方便。时间压力法是更为进的灌装计量方式,是在恒压储液罐中,被分装液体的计量是通过时间和单位时间的流量来确定的。计量精度由可编程控制器自动控制,可以保证液体流经通道及阀体时无死角,无残留,无固体磨损,清洗消毒不拆卸任何零件,可在线清洗。时间压力法是好的种计量方式,国外正在积开发该灌装机。
为此,我们在积开发恒压控制技术,综合应用自动化新技术的同时,开发成功了具有自主知识产权的采用时间压力法的直线式全自动灌装机。采用可编程控制器处理信号,通过人机界面触摸屏监测运行状态,可在线修改运行参数。任意输入灌装计量,精度高,灌装范围大,机械设备简单,容易维护。
系统的可靠性、控制度及自动化程度直接影响到灌装的品质和生产工人的劳动强度。采用可编程控制器为核心控制线路,简化系统的硬件构成,而且使系统的自动化控制性能和程度大大提高。采用触摸屏作为人机界面,作为操作人员和机器设备之间双向沟通的桥梁,可以通过文字、按钮、图形、数字等来处理或监控管理及应付随时可能的变化信息,能明确指示并告之操作员机器目前的状况,大提高了设备的附加值。强大的功能及优异的稳定性使它非常适合用于工业环境,日益成为现代化工业必不可少的设备之。
1全自动灌装工艺要求
1.1工艺流程
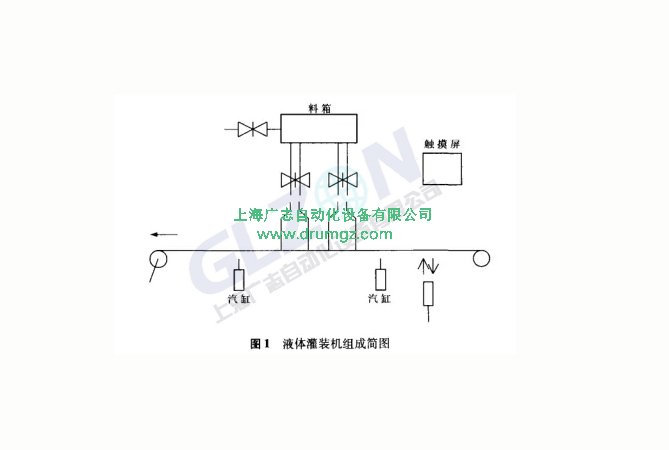
全自动灌装机用于灌装各种各样的瓶装水剂,例如农药、酒和饮料。在全自动灌装机上方有个恒压储液罐(料箱),里面有两个相隔Scm的液位传感器。通过它控制个旋转汽动阀进行料位控制,使液位保持稳定。料箱连接16个灌装头。灌装头由汽动阀控制,通过控制汽动阀开启的时间,就达到控制剂量。其精度由精选的优质元件和软件进行保证。传送带电动机由变频器控制,进瓶处设置光纤传感器检测进瓶个数。当检测到16个时,传送带电动机停止,出瓶处汽缸伸出挡住空料瓶,进瓶处汽缸也伸出不再进瓶。这时,灌装头下降到瓶口,并由触摸屏输入的时间通过PLC来控制灌装头上的汽动阀的开启时间,进行灌装。灌装结束后,灌装头上升,出瓶处汽缸缩回,传送带电动机又开始工作,进瓶处汽缸延时2s后缩回,光纤传感器又检测进瓶个数,循环以上过程。其机构简图组成如图1所示。
1.2控制要求
1)实现既能从进料到出料和灌装的整个过程自动化,又能实现各个环节的手动控制。
2)实现和过程动作配套的高度的灌装时间控制以及液位的自控。
3)当系统某部分出现故障时(如液位不到、气压低和检测不到16个料瓶等),PLC能对它们实时监测,记忆锁存,并通过触摸屏快速指示报警,指明报警类型。
4)实现系统间的安全联锁。
5)所有技术参数、工艺参数、操作手册、维修指南都通过触摸屏保存。
2控制系统的构成
全自动灌装机有套严格的工艺程序,何时进瓶、出瓶,什么时候灌装头上升、下降,什么时候灌装,灌装料量多少,进瓶时的传送带速度,出瓶时的传送带速度,加速时间,减速时间等,都有严格的要求。系统不但有高度的时间和液位控制,而枪有调速、汽缸进出、升降等功能。此外,根据工艺的要求,除了能实现全自动化外,还能实现手动操作。为了满足上述要求,如果采用常规的仪表和继电控制,那么,系统不但复杂、繁琐,而且可靠性等也相应降低。采用PLC和触摸屏的有机结合,不仅能有效地解决上述问题,而且在触摸屏上能反映和调整技术参数、工艺参数,例如能显示灌装速度、产量,能调整每步工艺之间的时间,系统的可靠性、可操作性、可视性都有了很大的提高。
2.1控制系统的硬件构成
1) PLC的硬件设置与I/O分配
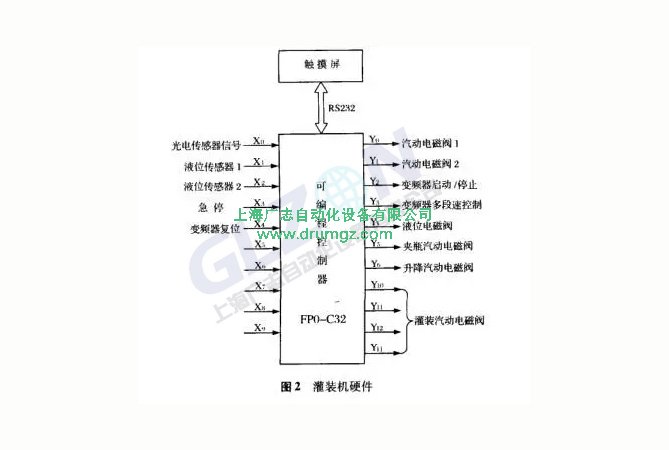
控制系统由个控制箱、PLC、液位控制系统、传感器控制系统、变频调速系统、电源系统、汽缸控制系统以及触摸屏控制系统等组成。其硬件组成如图2所示。下面简述控制系统的主要内容。
控制系统的核心部件PLC选用松下公司的EPO系列可编程控制器。该编程器为16位CPU的超小型高功能PLC,指令资源丰富,性能价格比很高。主控单元为FPO - C32,输入点数16、输出点数为16点,扩充输出FPO - E16点单元,就能满足该系统的要求。该PLC的程序容量为5K,具有丰富的逻辑运算、算术运算、计数、步进、定时及分支等功能,大大方便了编程。
2)时间压力法计量控制系统
计量控制系统是全自动灌装机的重要部分,其控制程度、剂量稳定性直接影响到生产的品质。本系统就剂量本身而言,只有软件控制,即输入到触摸屏的剂量(时间量),通过RS - 232口传递给PLC,PLC再通过软件控制灌装剂量。
3)无级调速控制系统
灌装机的速度调整是用变频器无级调速实现的。由于系统在瓶灌装时的速度以及出瓶的速度要求是不样的,所以要对变频器的输出频率进行按需调节。假如系统处在手动状态,那么可以进行人工调节。如果系统处在自动状态,那么必须自动实现不同阶段的速度调节。本系统的速度调节是通过PLC和变频器的有机结合实现的。PLC根据程序不同段的要求,依次切换变频器的输入控制端,从而实现分段速度控制,达到速度调节的目的。
4)人机操作界面
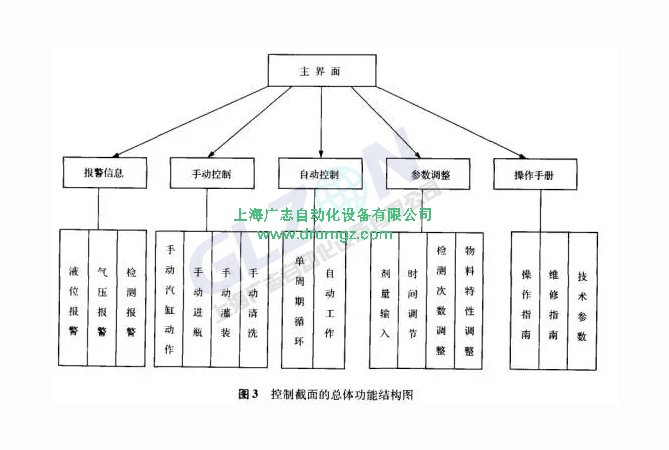
操作人员可以通过人机界面与可编程控制器进行信息、数据的处理和交流。人机界面主要任务是迅速获取、处理应用系统运行过程中的数据、命令,并以适当的方式显示出来。凭借触摸屏编程软件的强大功能,进行菜单界面设计、图形界面设计,时间完成了这个操作自由、简单且在功能上分自动、手动操作等多种控制方式的人机操作界面,能够清晰显示操作步骤、设备运行状况,即使是新手也可轻松操作,并且系统保养方便、快捷。
其组成如图3所示
2.2 PLC的软件构成
本系统的程序结构主要有3部分组成:自动程序控制模块、手动控制模块和公共模块。其中,自动模块和手动模块的输出是中间变量,真正驱动负载的是公共输出模块。它直接驱动继电器、电磁阀、蜂鸣器、触摸屏程序等。
系统的自动控制过程是按工艺的要求进行程序编制的。本系统在设计上采用步进控制方式,也就是在个过程完成后再去执行另个过程。当然,自动过程也要具备定的条件,如:料位不能低于规定的下限;各执行元件的自动开关必须合上;自动过程开始时料位合乎要求等。图4是自动过程的程序框图。液位不到、气压低或检测不到16个料瓶时,表明系统已不能正常工作,这时触摸屏输出报警信号和类型,操作人员根据信号类型进行故障处理,避免不必要的经济损失,使生产正常运行。
3抗干扰措施
在以PLC为核心的这个控制系统中,存在着多种信号。由于信号较多,系统布线时又难以完全分开,所以会出现意想不到的干扰信号,例如微波信号。这些干扰信号不仅影响系统的控制,甚zhi使系统无法正常工作。在这其中,尤以变频器的干扰为大,它不但使电源的正弦波发生畸变,产生各种高次谐波,而且不能满足系统的控制和测量度,所以在抗干扰方面既采用了硬件措施,又采用了软件措施。为了防止变频器和其他强电设备引起的电源干扰,PLC的电源输入采用隔离变压器和开关电源。这样,能有效抑制高次谐波等引起的干扰。在实际生产过程中,我们及时解决了微波对PLC的干扰,取得了较丰富的经验。
4结论
全自动灌装机采用时间压力控制方法,利用微电脑( PLC)自动控制,电脑触摸屏储存本机所有资料及数据,操作方便,性能可靠,且结构简单,易损件少,适应能力强,各种异型瓶均可包装,更换灌装瓶的规格,不需更换任何零件。
全自动灌装机设备整机简洁流畅,操作人员工作时不接触机器任何零件,具有无级调速、无瓶不灌装、产量高等特点。在农药灌装行业,我们在国内开发了全自动灌装机,并邱得省计量厅的计量证书。到现在,已经发展到食品和油类灌装,依靠高科技,该产品获得了很好的经济效率,受到用户的广泛好评和积推广。
原文作者 张文明